
The rapid pace of electrification of passenger transportation has been astounding, and on a scale that most people inside or outside the automotive industry would not have anticipated 10 years ago. Thirty years ago, those private individuals using electric cars were nerds with banks of lead-acid batteries and using low-powered industrial motors to produce a slow, but interesting, home science project. In many countries, electric vehicles are now such a common sight that they barely justify a second glance. An increasing number of customers want electric cars – and are more demanding of what they want from them. They desire the range, purchase price and convenience of an ICE car alongside the low running costs of an EV. These goals will inevitably be met by designing cars to be electric from the outset, rather than packaging a compromised EV powertrain into a chassis originally designed to be powered by an IC engine.
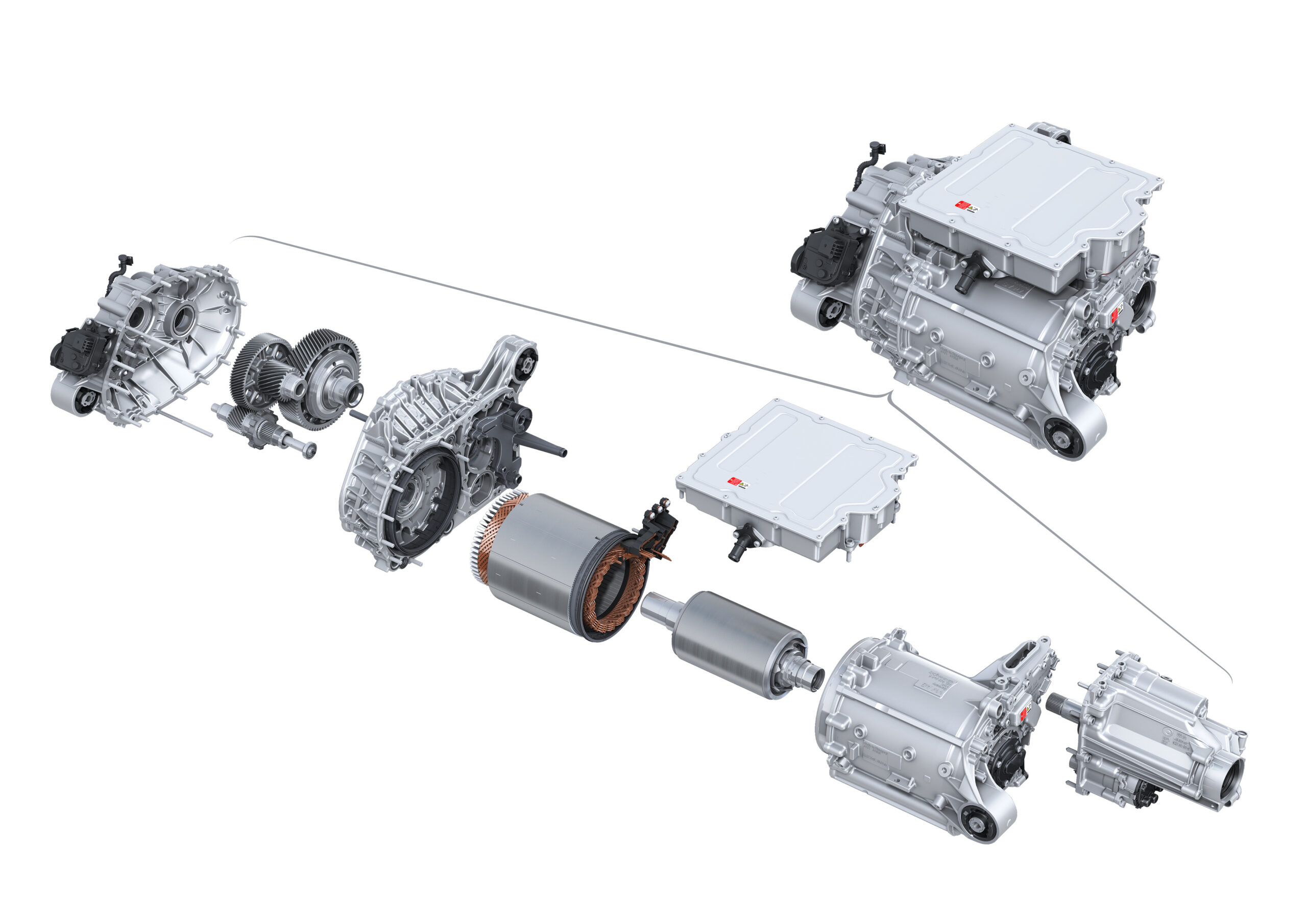
 The fill factor achieved with a particular winding approach is just one of the considerations when designing electric motors» There is a virtuous circle of development. A light and compact powertrain requires a smaller structure to carry it around, and this overall lighter car requires less output from the motors, inverters and batteries to achieve a desired level of performance. As with ICE cars, getting everything the right size is important if the overall result isn’t going to be somehow oversized. The electric motor is clearly an important part of this drive toward better electric vehicles, and the development of electric automotive machines has advanced rapidly in recent years. The power density and efficiency of electric machineshave become key indicators of this rapid development. Headline efficiency of motors is one thing, but the automotive industry continues to woo potential customers with heady levels of performance too. This often means that the areas of greatest operating efficiency on a torque/speed map are rarely aligned with the area on the map where the vehicle is used 98% of the time.
The fill factor achieved with a particular winding approach is just one of the considerations when designing electric motors» There is a virtuous circle of development. A light and compact powertrain requires a smaller structure to carry it around, and this overall lighter car requires less output from the motors, inverters and batteries to achieve a desired level of performance. As with ICE cars, getting everything the right size is important if the overall result isn’t going to be somehow oversized. The electric motor is clearly an important part of this drive toward better electric vehicles, and the development of electric automotive machines has advanced rapidly in recent years. The power density and efficiency of electric machineshave become key indicators of this rapid development. Headline efficiency of motors is one thing, but the automotive industry continues to woo potential customers with heady levels of performance too. This often means that the areas of greatest operating efficiency on a torque/speed map are rarely aligned with the area on the map where the vehicle is used 98% of the time.
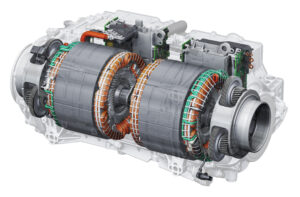
There has also been much thought about what types of motors to use. Induction motors lack the peak efficiency of permanent magnet machines but don’t have the losses associated with permanent magnets spinning inside an iron stator core. Tesla, for example, uses a permanent magnet motor as the main driving machine and, on twin-motor models, augments this with an induction machine to add performance at higher speeds. The induction motor has much lower losses than a permanent magnet machine when not in use. In the quest for efficiency and maximizing kilometers per kilowatt-hour, permanent magnet motors are currently the choice of most manufacturers. However, induction machines are an ideal choice to increase performance.
All these machines use electromagnets (field coils wound around stator teeth) and almost all commercially viable electric machines used for automotive production employ wrought copper to produce the field coils, often referred to as windings. Aluminum is another attractive option, but the lower density of the conductor material is often offset by the requirement for a greater slot area, with an overall larger machine being the result. However, with increasing motor speeds, aluminum windings may offer overall weight advantages.1 Some OEMs are looking beyond permanent magnet machines and will replace the permanent magnet rotors with wound-field rotors (rotors equipped with electromagnets rather than permanent magnets). It is beyond the scope of this article to deal with the electromagnetics and the choice of wire gauges and numbers of turns in each coil, but the aim is to discuss some of the choices and practical considerations affecting those whose role it is to specify windings and to design around them.
TRADITIONAL WINDING METHODS
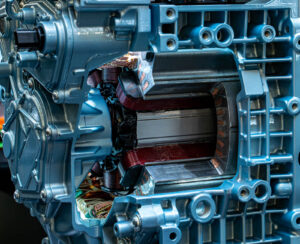
In most cases, an electric motor has a stationary outer part (the stator) and a rotating inner part (the rotor, which is attached to the shaft). The outer part has multiple teeth pointing radially inward; the coils are wound around these teeth, filling the slots between them. An example of wave winding from Additive Drives» Traditionally, windings have generally been a single- or multi-stranded arrangement of round copper wire wound multiple times around the teeth. Sometimes that same long strand or bundle of wires ran continuously to the next coil(s), but often teeth were wound individually, and subsequent coils of the same phase were joined mechanically by the use of crimps. With modern automated production machinery, all the coils on a phase can be wound quickly and continuously whether single- or multi-stranded – a process that can be mesmerizing to watch (if it is slowed down sufficiently to allow the process to be seen – look for videos on ‘needle winding’). Such automated processes can control the tension in the conductors and can also cope with skewed stators.
One option for multi-stranded coils is for the individual strands to be arranged and compacted into a litzendraht arrangement (normally known as ‘litz wire’). The advantage of this type of conductor is mainly realized in high-frequency motors, but with its compacted and carefully shaped construction, it also packages very effectively in the stator slots. Care must be taken in manufacture as the forces used to compact and form the conductors can produce defects in the wire insulation, so process and quality control is of utmost importance. However, these litz arrangements are notably stiff, meaning it can be more difficult to automate the winding process. Litz wire windings use multiple strands of wire, compacted into litzendraht arrangement, which permits an impressive fill factor» With an increasing focus on making efficient use of materials to cost-effectively produce motors, many companies are producing segmented stators in one form or another to reduce wastage of the stator lamination material. This allows individual teeth to be wound and for those wound teeth to be assembled later. I have seen variations on this theme featured in machines from multiple manufacturers of automotive electric machines.
HAIRPIN WINDINGS
We most often associate the word ‘hairpin’ with tight 180° corners on mountain roads and racetracks, but electric motor manufacturers are increasingly turning to hairpin windings to produce torque- and power-dense motors. If one wants to produce a motor where the stator slots have the greatest-possible percentage of their axial cross-section filled with copper, then solid hairpin windings of square or rectangular section are an obvious choice. They package much more efficiently than multiple circular section wires, as there is no void inherent between conductors. Circular conductors can occupy a theoretical maximum of 90.69% of the cross-section of an area that they fill, but because each conductor has a thin coating of insulation, the actual fill factor is less than 0.9069, plus there are other items to consider such as insulating slot liners. Moreover, it is normally impossible to get bundles of conductors to behave as perfectly as the CAD assembly might suggest, all leading to lower slot fill.
Square or rectangular windings have other advantages too, notably in terms of heat rejection. The physical contacts between wires of circular cross-sections are line contacts, and these contacts are between insulation. Between a circular conductor in the middle of a slot and the slot wall – via which much of its heat is rejected – there are several line contacts in series, between each of which there is also the added thermal resistance of the wire insulation. The contact between the outermost conductors and the slot walls is also a line contact. Where square section conductors are used, there is a much more conformal contact between the conductor and the slot wall; this is also the only thermal resistance between the conductor and the slot wall, at which point heat is transferred into the stator lamination stack.
The thermal advantage of hairpin windings is also apparent at the end turns, where the thermal resistance is improved relative to multi-stranded conductors, which often need to be laced into neat bundles for packaging reasons. True hairpins are long U-shaped conductors, stripped of insulation at both ends and joined to the next turn or coil using a technique such as laser welding, and later re-insulated. Porsche has used these to good effect in the motors for its Taycan model range, stating that actual slot fill factors achieved in production motors built with conventional multi-stranded bundles are around 45-50% whereas factors as high as 70% can be achieved with hairpins. The continuous hairpin winding technique (also known as ‘wave winding’) is, in some cases, an attractive alternative to the use of many individual hairpins. The continuous variant of the hairpin winding reduces the amount of joining required between individual hairpins and also allows shorter windings (and hence lower coil resistance).
However, it has several significant restrictions that are covered in some detail by Kampker et al.2 Among these disadvantages are restrictions on viable winding schemes with this technique and the requirement for the slots to be relatively open on their rotor-facing diameter, which restricts the optimization of tooth tip geometry for best motor performance. Hairpin windings use solid square or rectangular bars of copper rather than round section wire» Finally, there is barely an aspect of manufacturing of any modern machine that has not been the subject of experimentation using additive manufacturing methods. The windings of electric machines are no exception, and the paper by Simpson and Mellor3 explains the type of study being undertaken in several companies and institutions to produce windings that are manufactured from powdered metal in their final shape rather than being formed.
HV challenges
High voltage 800V powertrains bring their own winding challenges There is a general trend toward higher operating voltages in electric machines for automotive propulsion, which has several well-publicized and widely discussed advantages. What this means for conductors in the motor is greater reliance on insulation, since the insulation has to survive greater electrical stresses. If we are to avoid just having thicker insulation with all of the attendant disadvantages, then we must seek better insulation.
Materials such as PEEK are replacing more traditional materials in some applications since they are better able to prove long-term durability at high voltages than traditional insulating coatings. At higher voltages, the thickness of traditional coatings required can cause problems, with Simkin4 stating that the upper limit for traditional ‘enamel’ coatings of wires using normal methods is around 120µm. Making connections Joining methods for windings are also advancing There are various options for making connections between coils of the same phase, or for connecting those phases at star points.
For traditional windings, these have often been mechanical crimps with the ends of the two windings placed inside a radially stiff metal sleeve that is then deformed over the wires, clamping them tightly and permanently into place. However, it is now much more common to connect the various coils of a phase, and to connect the phases by using bus bars designed to have sufficient levels of insulation and creepage/clearance distances. The coils are joined to these bus bars either by mechanical crimping or – ever more commonly – by laser or resistance welding/brazing.
Induction perks
Could wound-field motors eventually usurp permanent magnet machines? The permanent magnet motor is a marvel, but the permanent magnets that confer significant advantages on this type of motor also come with drawbacks: they are expensive, and prices often fluctuate significantly. These magnets cannot be switched off and on as required and they come with a drag torque when coasting. Where a second motor is used (as on many cars), this can be a serious drawback in terms of efficiency, to the extent that some OEMs prefer that second, less-used motor to be an induction machine.
The wound-field motor (also known as a separately excited, or electrically excited, motor), where the permanent magnets on the rotor are replaced by electromagnets, is an attractive proposition, the advantages of which OEMs such as BMW, Renault and Nissan are exploiting. The strength of the electromagnets can be controlled and switched off. The drag torque that plagues permanent magnet machines used on second axles is no longer present and the manufacturers of such machines are not subject to the vagaries of magnet pricing. Another advantage of a wound-field rotor is that it obviates concerns over demagnetization. If a permanent magnet exceeds a limiting temperature, it is demagnetized, reducing the motor performance permanently.
To maximize performance from a given volume of magnet, some OEMs have included the extra complexity of rotor cooling in their motors. In a wound-field motor, there is no risk of demagnetization and the thermal limit is that of the rotor conductors. However, providing power to the rotor conductors is not a simple matter. Despite this complexity, wound-field machines are likely to become significantly more common.=
SUMMARY
With a seemingly inexorable increase in market share, electric vehicles have been the subject of significant development in recent years, particularly in terms of the powertrain. Electric motors are becoming physically more compact and more power- and torque-dense. The trend toward higher voltages, with the benefits that 800V+ brings, seems sure to continue. Density of performance and higher voltages bring their own challenges for winding materials and the techniques used to produce the windings. Efficiency of the production techniques is becoming more important as cost pressures on electric vehicles increase. There is an appetite for electric vehicles from those whose circumstances suit an EV, but the cost of new and used vehicles can be prohibitive. Future developments may see wound-field machines kill two birds with one stone, reducing the cost of the electric machine while resulting in motors with lower energy consumption.
References
UK Research and Innovation – Innovate UK, Driving the Electric Revolution, 2022 Annual Report, https://www.ukri.org/wp-content/uploads/2022/03/UKRI-110423-DrivingElectricRevolution_AnnualReport22.pdf
Kampker A, Heimes H, Dorn B, Brans F and Stäck C, Challenges of the continuous hairpin technology for production techniques, Energy Reports, Volume 9, pp107-114, Elsevier (2023)
Simpson N and Mellor P, Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines, IEEE Transactions on Industry Applications, 2020 Simkin D, Electric powertrains provide new challenges for insulation materials, https://www.der-ic.org.uk/wp-content/uploads/2023/04/WMG-Electric-Powertrains.pdf